roughing end mill depth of cut
Carbide can take more but staying with this guideline. The depth of cut has to be larger than the chip load or you can get rubbing.

Advanced Roughing Strategies Faster Through Optimized Toolpaths Secotools Com
The distance between scallops is referred to as pitch.

. Because the cutting pressure was only 23s. End mill was average length with 15 LOC flute for 58 dia end mill. The Secret Mechanics Of High Feed End Mills In The Loupe.
MRR Axial Depth of Cut Radial Depth of Cut Feed Rate all values in inches or inches per minute for Feed Rate This formula yields the number of cubic inches per minute your cutting tool is removing. Radial depth of cut RDOC the distance a tool is stepping over into a workpiece. The depth of cut may vary from 25- 50 of the end mill diameter.
This setting will impact RCT calculations as well. Corner radius end mills have a rounded cutting edge and are used where a specific radius size is required. The machining time spent roughing your workpiece is mostly determined by Material Removal Rate.
Please fill out the form below with feeds and speeds that work for you and I will place them into a new database for all to use. The tooth design allows for little to no vibration but leaves a rougher finish. Choose from our selection of roughing end mills including cobalt steel square end mills carbide square end mills and more.
Also for the same reason the depth of cut for semi-finishing end mills can be increased. Another factor remaining fixed the depth of cut changes inversely as the cutting speed. They do cut very well - higher feed rates and depths and lengths of cuts - but over-loading or over-speeding will ruin them.
This is because the cutting resistance is reduced because the chips are broken into short lengths by the wavy cutting edges. Now heres the last piece. From memory they are about 20mm 0800 and 10mm 38 with a plain spiral-fluted end mill - about 12mm 12 for scale.
This spreads wear evenly across the cutting edge dissipates heat and reduces the chance of tool failure. The tougher the material the shallower the cut. Usually something like 2-3x chip load will be right for the finish pass.
In 2xD and the entire edge length of the milling cutter the effect of one pass is the best. The roughing cut I divided the tool by 80 for the chip load. End Millφ10 4Flutes Rotation2550min1 Feed1500mmmin Cut Depthaa10mm ar10mm Slotting MaterialSKD11220HB DRYNo Air BLow 10mm.
Vibration dampening variable flute spacing. Roughing end mill depth of cut. For general purpose the ratio of the depth of cut to the feed varies from 101.
They are designed to remove large amounts of material quickly and more efficiently than standard end mills. In stock and ready to ship. During machining velocity is normally maintained unchanged as it is selected on the basis of work and tool material machine tool capability vibration level and.
End Mill Speed Feed Calculator. Tuesday March 15 2022. For high-speed roughing width of cut is usually set at somewhere between 5 and 10 percent of the cutting tool diameter.
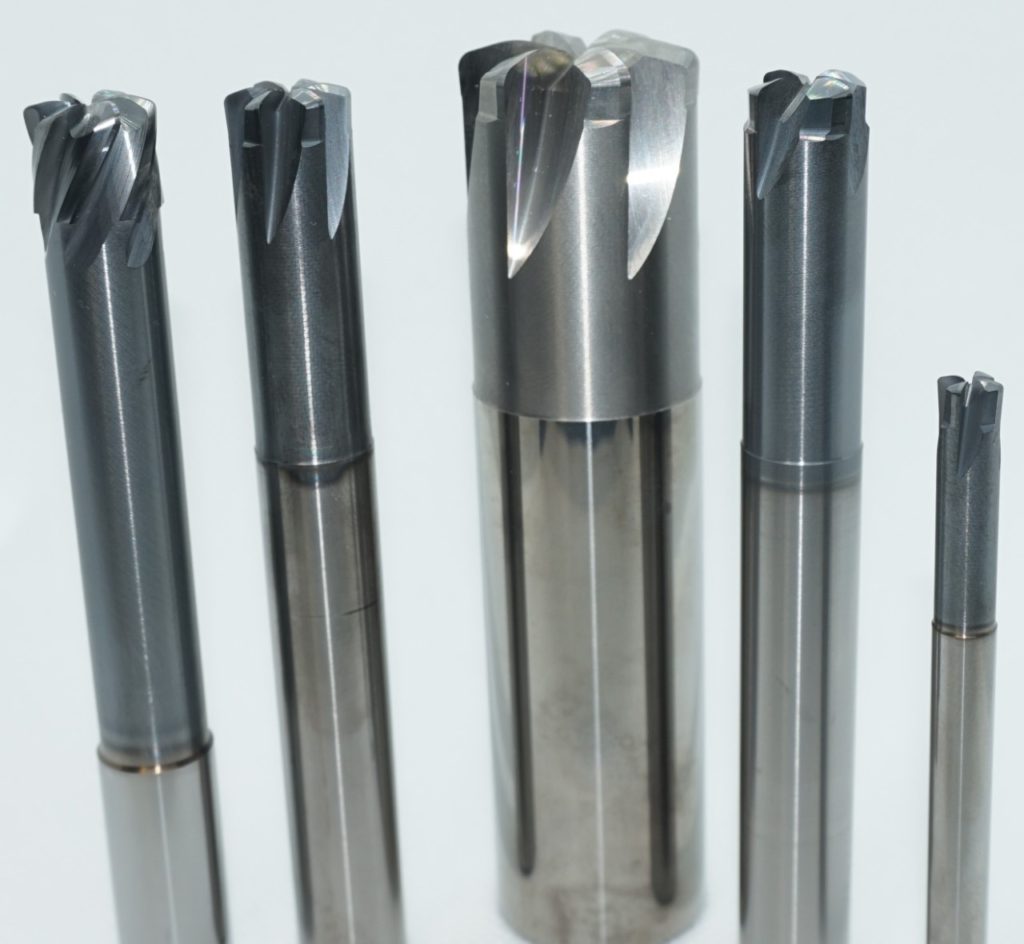
Roughing End Mills have scallops on the cutting edges which cause the chips to break into smaller segments. Multi-Cut end mills are specifically designed for high-performance roughing operations. Round inserts and concepts with radius are milling cutters used for roughing and semi-roughing while ball nose end mills are milling cutters used for finishing and super-finishing.
This means a 050-inch end mill will be engaged 0025 to 0050 inch. This results in lower cutting pressures at a given radial depth of cut. For example the average recommended feed rate for a 050-inch tool is approximately 0002 inch per tooth.
MRR is proportional to velocity feed and depth of cut and thus can be mathematically expressed by the multiplication of velocity feed and depth of cut with a positive constant for unit conversion. So for a 14 end mill doing an edge cut you can engage up to 316 of its length max. Where d1 diameter of the workpiece surface before machining.
I was wondering what others normally consider maximum depth of cut ratio to diameter of end mill with a roughing end mill milling cast iron medium hardness. The depth of cut plays a vital role in optimizing roughing. The max axial depth of cut meaning the max amount of the end mill that is touching the work when doing profiling cuts is 1-12 the diameter of the end mill.
Standard depths of cuts for roughing end mills can be set at a larger value than ordinary type end mills. Machining to appropriate depths whether slotting or peripheral milling profiling roughing and finishing is vital to your machining success Figure 1. I had 6061-T6 aluminum near the 50 but 7075-T6 had to be near 40 or it squealed because its a much harder material.
45 high helix flute design. This has to do with deflection of the end mill more than anything else. D2 diameter of the machined surface.
Depth of cut plays a critical role in optimized roughing with best results in one pass at 2xD and the full flute length of the end mill. I am creating a new calculator based on your feedback. I replaced end mill and rerun and see end mill goes in a drilled hole 125 deep and feeds to 2nd hole a inch away at 20 ipm feed which i slow to 15 ipm feed so end mill does not break again.
Multi-Cut HP Roughing. Running program the other day and i notice broken 58 dia roughing HSS end mill. Choose the proper chip load factor CLF based on the radial depth of cut.
Other important factors are the depth of cut a p which influences the cutting forces and the tool indicator reading of the run-out TIR. HEM is a roughing technique that uses a lower Radial Depth of Cut RDOC and a higher Axial Depth of Cut ADOC. Normally i would use a depth of cut of 31 to 625 with a 625 dia roughing end mill for a full width slot feeding straight across G1.
And Axial depth of cut ADOC the distance a tool engages a workpiece along its centerline are the backbones of machining. Now choose the right surface feet per minute SFM or surface meters per minute SMM Use the SFM and the diameter of the mill to calculate the RPM of your machine. A shallower radial span makes the cutting depth deeper while a larger span value generates more heat and requires a shallower cutting depth to achieve the same metal removal rate.
Due to variable spacing of flutes combined with the NR roughing profile vibrations cutting forces are minimized and metal removal rates are maximized. Roughing end mills also known as hog mills are used to quickly remove large amounts of material during heavier operations. In a lathe machine the depth of cut is shown as follows.
The shallow radial stepover enables the deeper cut whereas a larger stepover value would generate more heat and require a shallower depth of cut to achieve the same metal removal rates.

Pin On Cnc Frase

Everything You Need To Know About Endmills Basic Beginners Guide Accusharp Endmills Accusharp Cutting Tools Accusharp
Cutters Shaper

What To Know When Selecting An End Mill End Mill The Selection Machining Process

Milling Cutters For Aluminium Non Ferrous Materials
4 6 Flute High Feed End Mills Epic Tool

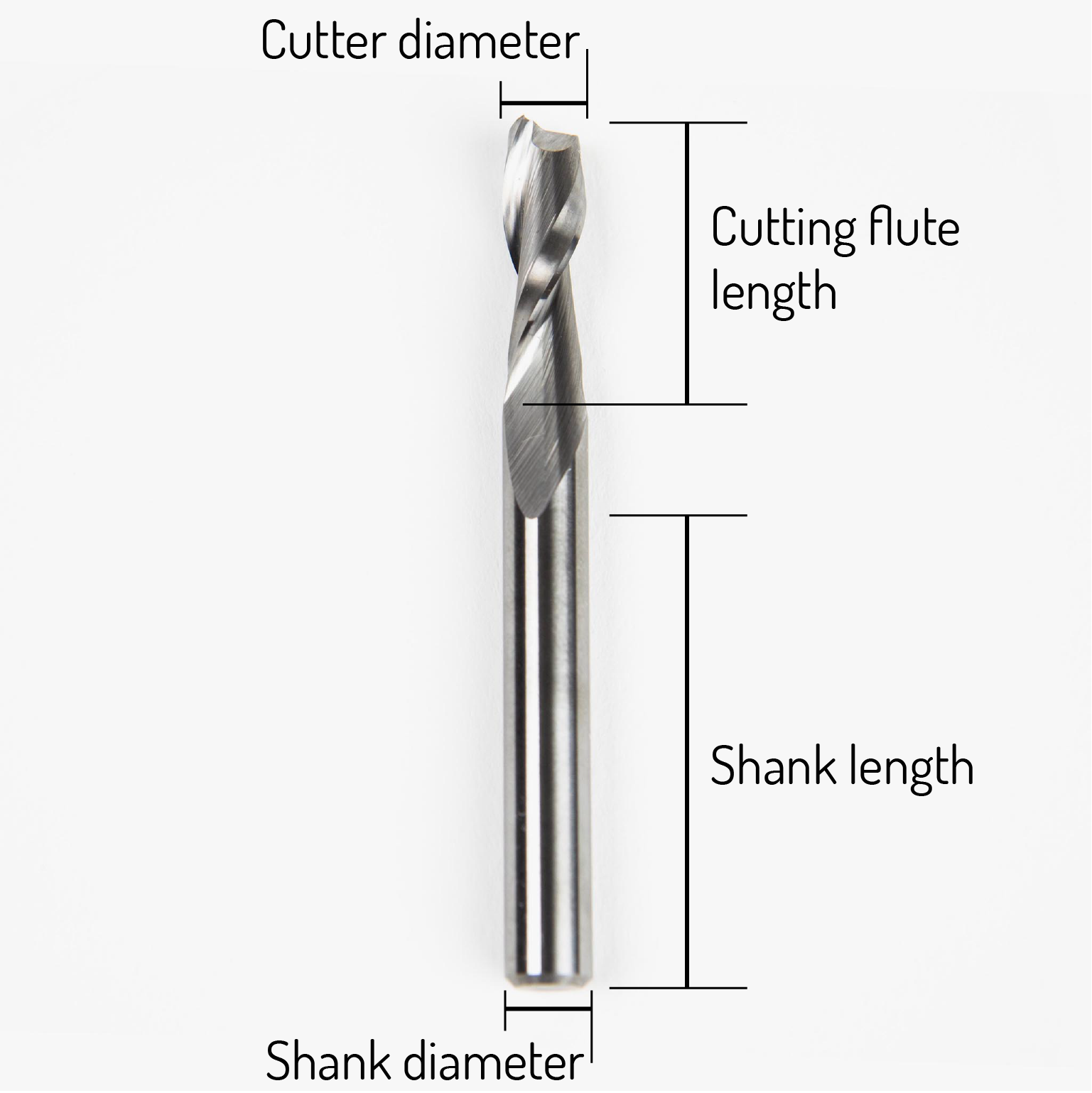
The Anatomy Of An End Mill

Pin On Dremel

Pin On Wood Joints

Endmill Selection Guide Redline Tools Redline Tools

The Anatomy Of An End Mill

Basic End Mills Technical Information Msc Industrial Supply Co
8 Ways You Re Killing Your End Mill In The Loupe
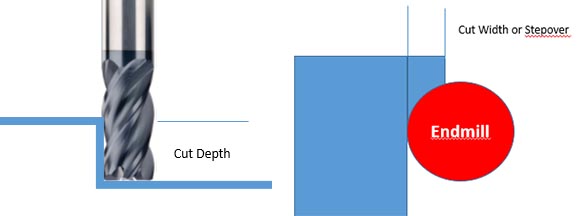
Optimize Depth Of Cut And Stepover For Better Cnc Milling

End Mill An Overview Sciencedirect Topics

An In Depth Look At Helical S Tplus Coating For End Mills End Mill Multi Layering Solutions

End Mill An Overview Sciencedirect Topics

Multiple Uses Of Chamfers Multiple Cost Saving Canning

Hanzel 5 Things Should Know How To Selecting End Mill